锂电材料LiFSI产业研究:锂电中游材料的下一个风(2)
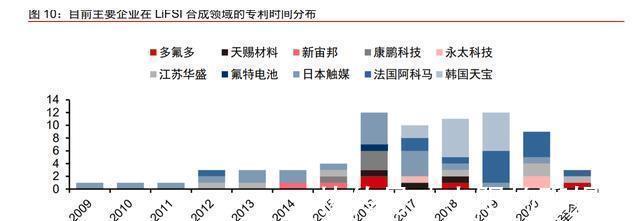
海外企业LiFSI合成工艺发展较早,而中国企业近年相继攻克LiFSI合成工艺。日本触媒在2009年就开始研发LiFSI工业合成方法,不仅在专利上布局最早,也仍在不断优化合成工艺。其后,欧美企业如法国阿科马也陆续攻克LiFSI合成工艺。根据现有可查阅的资料,江苏华盛是我国LiFSI工艺研发的开拓者,与欧美企业大致相当,在2012年已经成功掌握了LiFSI的合成技术。随着市场对新型锂盐关注度的提升,2015年后大量企业加码布局,韩国天宝和我国多家企业如天赐材料、新宙邦、多氟多、康鹏科技、氟特电池等纷纷突破LiFSI合成工艺的技术壁垒。
氯磺酸法工艺控制难度较低,市场采用比例大。氯磺酸法中三个环节相对独立,而硫酰胺法则可以缩短环节至两步甚至一步完成,在效率上优势明显。硫酰氟法在进料时温度通常要求低于室温,反应过程中的温度一般维持在25℃左右。但是,它的反应会释放大量热量,且形成固体盐,难以迅速将热量传递出来,这无疑增加了工艺控制难度。氯磺酸法要求的反应温度在100℃左右,且产物溶于溶剂中,因此合成时温度控制容易。相较而言,氯磺酸法具有安全易控等优点,所以目前大部分企业主要采用氯磺酸法,硫酰氟法仅有少部分欧美企业使用。
氟化环节中,海内外企业对氟化剂的选择不同,国内企业主要采用的氟化氢路线。氟化环节的核心在于如何更便捷地氟代双氯磺酸亚胺中的氯原子,目前国内外采用的氟化剂主要为氢氟酸(氟化氢)和氟化铵,两种氟化剂工艺特点也较为鲜明。氟化氢和双氯磺酸亚胺的反应为气-液两相反应,通常会加入催化剂,反应耗时也较长,但优点在于不会引入杂离子,有助于双氟磺酸亚胺的提纯。氟化铵和双氯磺酸亚胺的反应为液相反应,相对于气-液两相反应更容易进行,通常可不添加催化剂,反应耗时短,但会引入杂离子在体系中,需要额外的提纯步骤。目前我国企业多采用氟化氢,而海外企业则在氟化剂路线选择上更为丰富,日本触媒和法国阿科玛在氟化氢、氟化铵和其他氟化盐上均有专利布局。
工艺进步效果显著,2019年以来新工艺、新装置引领降本
LiFSI旧工艺目前制造成本约为27万/吨。由于硫酰氟法较为小众,该工艺实际生产中的具体信息披露较少,成本难以统计,我们主要测算对比了氯磺酸法工艺的成本。康鹏科技披露的招股说明书揭示其氯磺酸法LiFSI的制造成本约为27万/吨,2016年制造成本较高在于该年LiFSI生产线属于产能爬坡阶段。但根据康鹏科技的环评,该生产线建设时间较早,工艺成熟度有限,三个核心环节原料转化效率均未超过55%,原料单耗较高导致成本较高。此外,该工艺中选用氢氧化锂为锂化过程中的锂源,导致需要加入额外的氯化亚砜作为脱水剂,产生了额外的制造成本。

LiFSI新工艺目前制造成本已降至12万/吨左右。目前LiFSI工艺属于快速发展阶段,更新较快,LiFSI收率也在快速攀升。根据2019-2020年环评,我们以天赐材料的LiFSI项目的折旧费(房屋及建筑物和设备的折旧年限分别是20年和3年,年折旧率分别是5%和33.3%)作为参考,按照环评定员人数估算人工费用,对当前新技术背景下的LiFSI制造成本进行测算,结果显示,氯磺酸法LiFSI的制造成本目前已可控制在12万元/吨左右,其中原料成本和能源成本为主要生产成本,分别约占总生产成本的56%和21%。考虑到2019年以来工艺的进步,我们认为当前LiFSI的制造成本有可能会进一步降低。
对比理论物料单耗,预计LiFSI仍有降本和工艺优化空间
目前LiFSI制造工艺中,部分核心原料使用效率偏低,后续仍有较大提升空间。比对环评的物料实际消耗和基于化学方程式测算的理论物料消耗水平,我们发现,LiFSI合成第一环节(HCISI/HFSI合成环节)除氯化亚砜外的所有原料,如氯磺酸异氰酸酯、氨基磺酸、氯磺酸等,第二环节氟化环节的氟化剂,如氢氟酸(氟化氢)、氟化钾等核心原料的使用效率都较低,均在50%左右。
未来氯磺酸法每吨LiFSI成本预计可以降至10万左右。从前面分析中已知基于氯化亚砜和基于氯磺酸异氰酸酯的制造工艺中多个核心原料都存在使用率较低的问题。依据LiPF6工艺成熟度(原料使用效率在90%左右),我们对两种细分氯磺酸工艺路线的LiFSI成本进行了预测,考虑到人工成本和折旧成本的进一步优化,我们认为未来LiFSI制造成本有望降至10万元/吨左右。
文章来源:《材料研究学报》 网址: http://www.clyjxbzz.cn/zonghexinwen/2022/0112/2157.html