激光直接金属沉积法发展铬镍铁合金功能梯度材(3)
低粉流沉积样品的平均层高范围为0.54 mm ~ 0.76 mm,而高粉流沉积样品的平均层高范围为0.63 mm ~ 0.84 mm,轨道高度随功率的增加而增加。轨道宽度也有类似的趋势,在低粉流沉积过程中,当功率为450 W时,平均层宽度最低,为1.31 mm;当功率为750 W时,平均层宽度为1.65 mm。在高粉流速率下,450 W时平均层宽最低为1.37mm, 750 W时平均层宽最高为1.68 mm。
对于所有的样品,层尺寸都受到可用激光功率的限制;然而,当激光功率增加到层高和层宽的临界值以上时,开始趋于稳定。这表明当激光功率增加到一个临界值以上时,没有足够的粉末来利用所有的激光功率,因此沉积从激光功率有限的区域移动到粉末有限区域。这解释了图2(a和b)中图表的扁平化。
3.2. 微观结构
多层壁之间具有良好的粘结性能。结果表明,在所有的残割组织中,柱状树枝状生长占优势。图3中的事例3说明了这是如何发生的。在横截面的边缘,可以观察到柱状到细胞树突状的生长转变,这些结构在所有部分的层边界上也普遍存在,如图4所示。
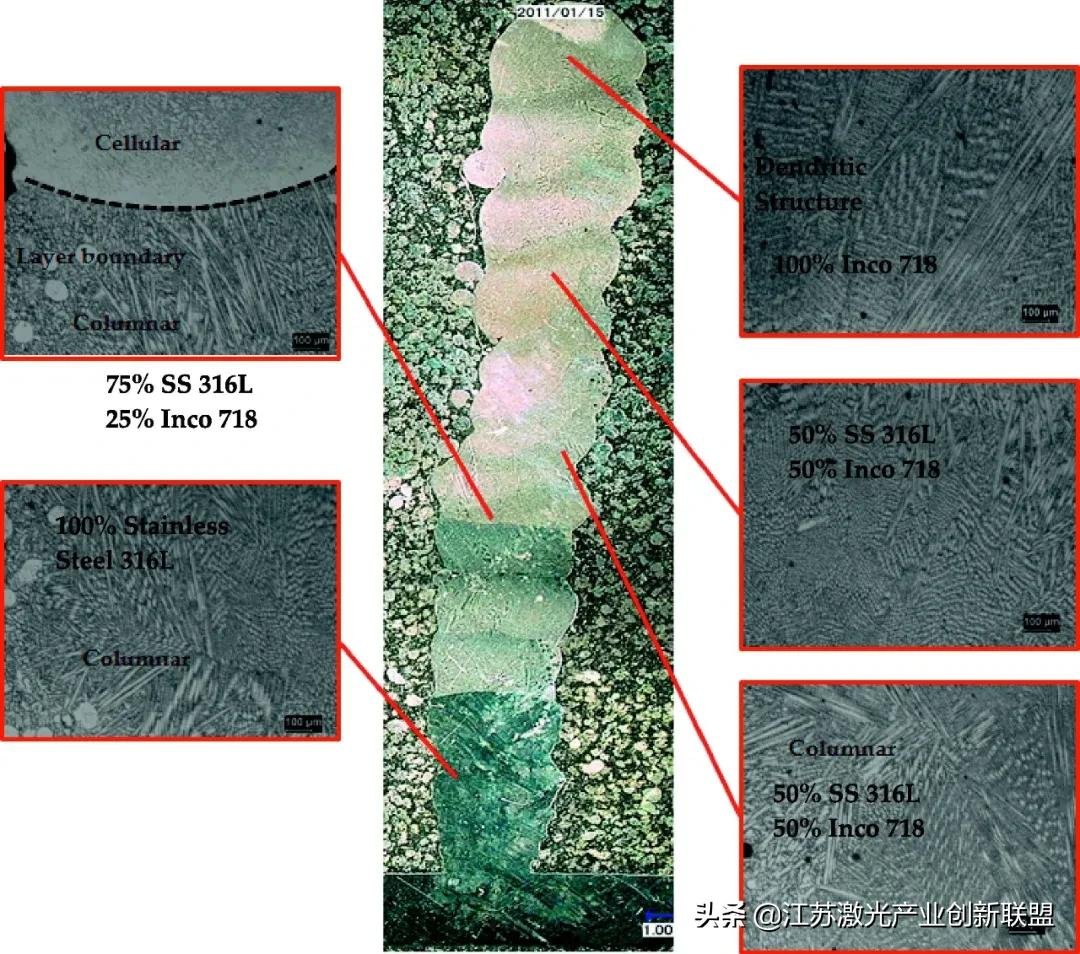
图3 样品3的横截面显示沿壁添加的铬镍铁合金718。
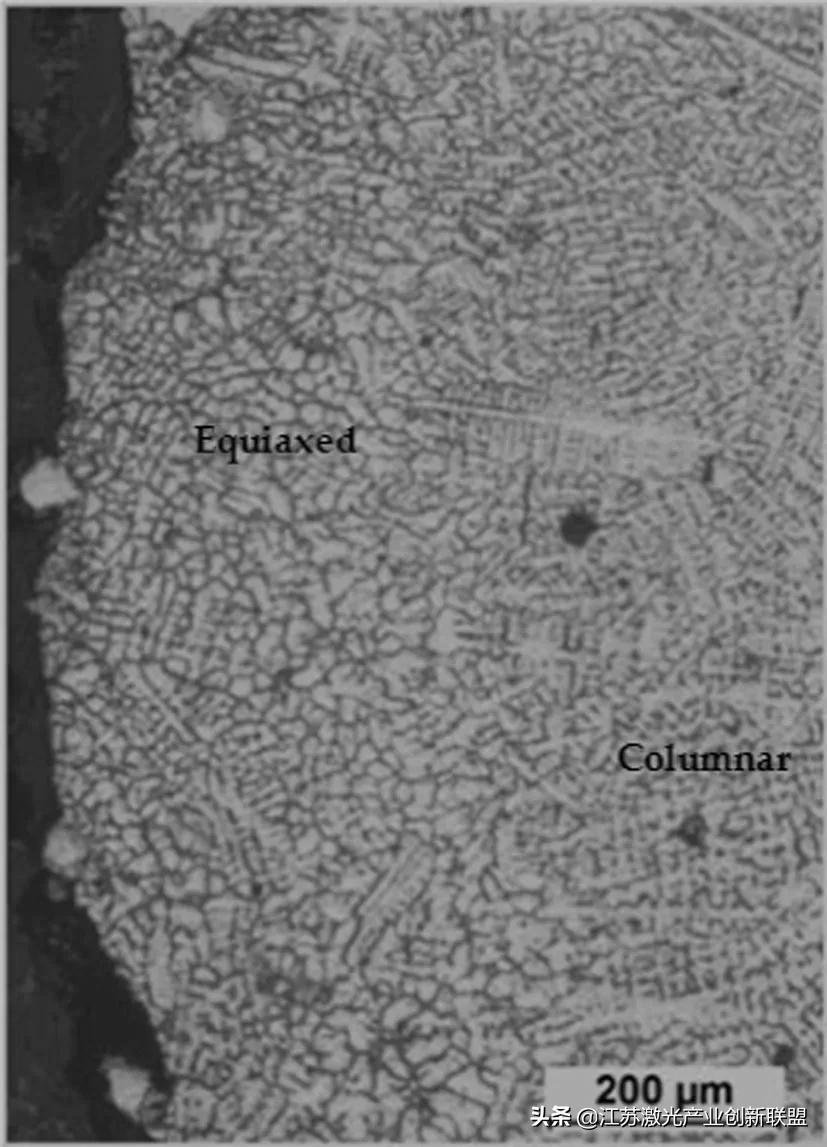
图4 在壁的侧面观察到等轴晶粒结构(此图像取自样本4)。
测量了所有样品每一层的二次枝晶臂间距(SDAS),并取三层的平均值来代表在每个粉末组成处的沉积。块平均技术为0.632 g / s和0.834 g / s粉末流量沉积是图5所示(a和b)。为参数的范围,分析了技术从4.49μm 8.44μm流量测量低粉沉积,产生最高的技术性能与718年100%的铬镍铁合金粉末。对于高粉末流速沉积参数,SDAS范围为4.13 μm和7.76 μm。
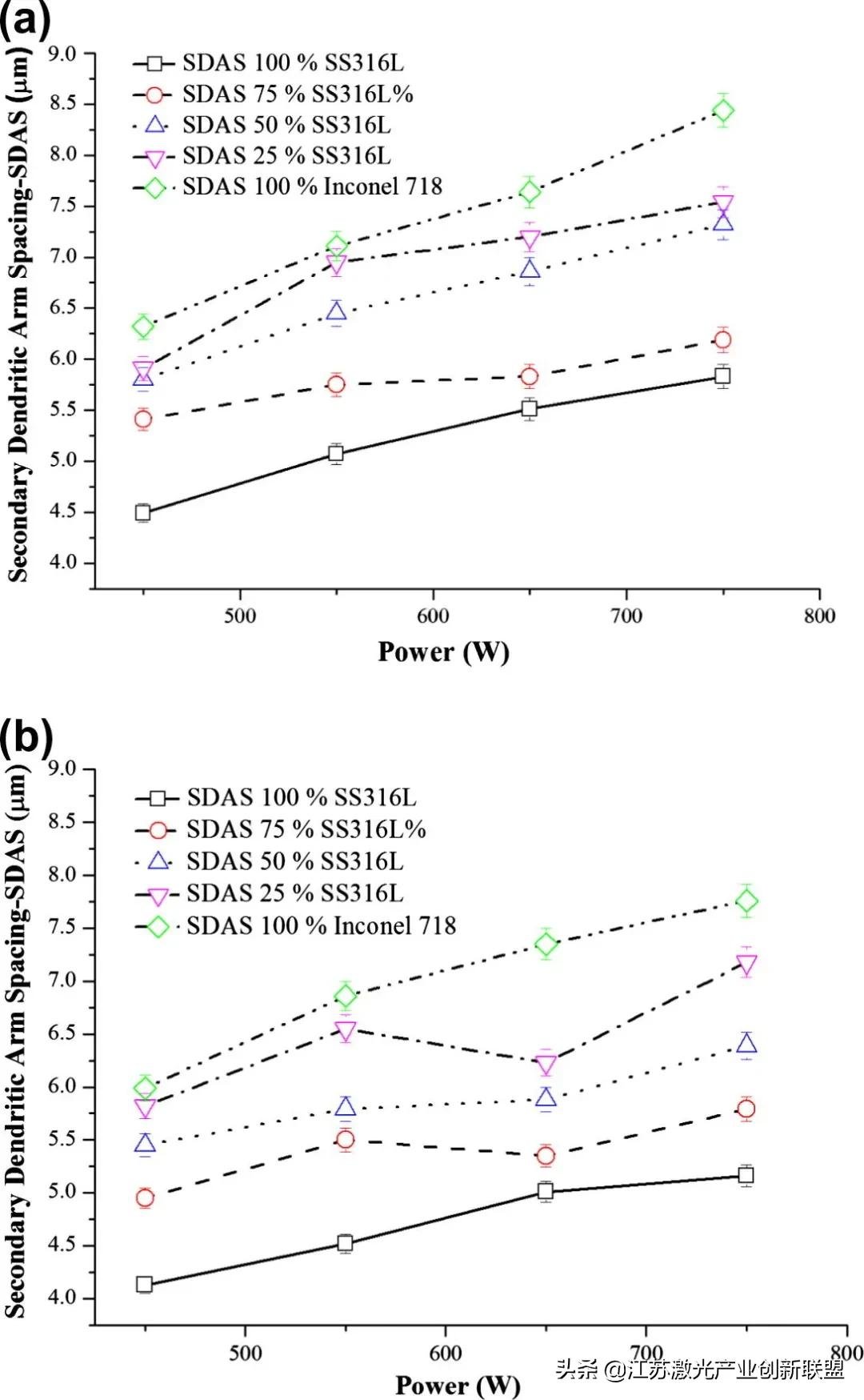
图5 (a)低粉流率(0.632 g/s)时,从壁底到壁顶的平均SDAS变化。(b)高粉流速率下(0.834 g/s)壁底至壁顶的平均SDAS变化。
这一趋势表明随着粉流速率的增加,SDAS降低。这一效应可归因于增加的粉末质量流率导致更快的淬火,产生更细的树枝状结构所观察到。此外,SDAS随着建筑高度的增加而增加,这表明局部冷却速率也随着与基板的距离的增加而有所降低,而基板起到了散热器的作用。这是因为在构建方向上的平均热梯度随着距离基底的增加而减小。
不同粉末流量下制备的样品的微观特征除了二次枝晶臂间距(SDAS)外没有显著差异。
尽管在全壁沉积过程中产生了不同的熔池成分,但未观察到由壁中产生的热应力引起的液化裂纹或固态裂纹的迹象。奥氏体合金(如316L)和镍合金(如Inconel 718)的液化开裂敏感性随着晶粒尺寸的增加而显著增加,因此,上述精细微观结构可能对此提供了一些保护。
3.3.用X射线衍射技术进行相分析
图6(a–e)显示了样品8垂直于梯度方向的代表性壁截面的XRD图案。其余样本也获得了类似的模式。图6(a和b)显示,使用100%和75%的SS316L生产的结构完全是奥氏体,铁素体含量最低。它还表明微观结构缺乏任何清晰的方向。随着Inconel 718重量百分比的增加,形成由碳化铌(NbC)和Fe2Nb组成的新相,如图6(c–e)所示。

图6 (a-e)样品8沿SS 316L-Inco718梯度不同位置的XRD谱图。(a) 100% SS 316L, (b) 75% SS 316L, (c) 50% SS 316L, (d) 25% SS 316L和(e) 0% SS 316L。
3.4.拉伸试验
使用INSTRON 4507万能拉伸试验机(十字头速度为1 mm/s)在室温下平行于沉积或激光扫描方向进行拉伸试验。所有样品均按沉积状态进行测试,并计算每个样品的有效极限抗拉强度。拉伸试验后,使用日立S-3400N扫描电镜观察断口。
所有样品均因韧性断裂而失效,仅发生中等程度的变形。对于所有样品,断裂最初始于100%不锈钢316L侧,然后迅速扩展至100%铬镍铁合金718侧。图7显示了样品1的断裂面,作为所有样品的破坏面示例。
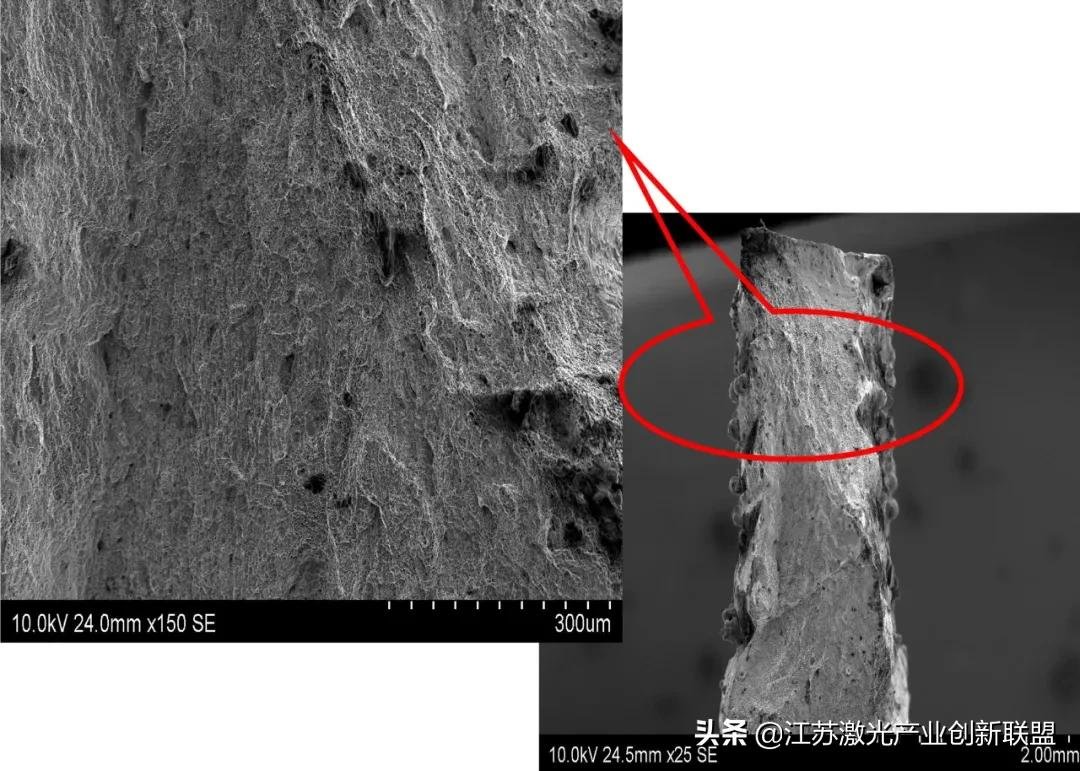
图7 试样1表面断裂,表面放大。
文章来源:《材料研究学报》 网址: http://www.clyjxbzz.cn/zonghexinwen/2021/1207/2010.html